Abstract
Proper filtration of “clean” brines is an important step in weIl work over or completionoperations. The use of properly filtered brines has resulted in increased oil production in several Conoco wells in the Gulf Coast region. This is a direct result of reduced format ion damage. The results of a 3-year field evaluation of D.E. and cartridge filter systems are reported and compared to findings of laboratory core flow tests to determine needed brine or completion fluid “clarity” for minimum format ion damage. The evaluations show that even highly contaminated completion/workover fluids can be satisfactorily filtered to contain less than 50 mg/ltr of solids with either diatomaceous earth (D.E.) and/or cartridge filter systems. Both systems removed as much as 96 to 99 percent of influent solids. The D.E. precoat filters in general handled a much wider range of solids concentration more efficiently than the “nominal rating” filter cartridges. Laboratory core flow tests have shown that completion/workover fluids with approximately 5 mg/ltr of solids do not cause format ion damage with limited pore volume injection.
Introduction
Formation damage by particle invasion and/or filter cake build up was recognized by the oil industry early as 1896. -Rike states that as low as 50 ppm of solids in a completion fluid can plug up to 16 perforations if 50 bbl of brine is lost to the formation during a job(2). Consequently, the school of thought among many oil producers is to use clean brine to control formation damage rather than stimulate later. (3),(4),(5) Once the damage in permeabllity has incurred. In cannot be 100 percent removed by any means.(4),(6),(7) The loss in permeability translates to a decrease in anticipated production rates. The use of clean completion fluids has resulted in more production at taste and more efficient rates. Pastor and Snover* state that these “solids-free” fluids have caused increases in weIl productivity of as much as 850 percent. McLeod and Crawford(9) calculate a twelvefold improvement ratio by the use of ultraclean brine. Thus the use of clean brine for completion operations translates into higher profit and lower operating cost for oil producers. As a result. a proper filtration of brine becomes an important step in weIl workover or completion operations.
Background
Filtration is a process used to remove suspended materials from liquids (as discussed in this paper). There are various filter systems available as Nall(10) describes. In the late 1970s, it was recognized that high-rate completions could be achieved in Gulf of Mexico wells if good completion practices were followed. One such completion practice is the use of clean completion fluids.
Diatomaceous earth (D.E.) is a filter aid used in the solids-liquid separation process. It is composed of fossil-like skeletons of microscopic water plants, called diatoms. They range in size from under 5 um to over 100 μm. Diatoms tend to pack well and form a highly permeable, stable, and incompressible filter cake. The first step in the use of filter aid is to build up a precoat of filter aid on the filter medium which can be cloth or screen. The filter systems can be plate and frame, tubular, vertical pressure leaf, horizontal leaf, or rotating leaf. The filters with D.E. can reduce the average particle size downstream to less than 1 μm if the proper grade of D.E. is selected and is properly applied.
To evaluate the filter systems in actual field conditions, 3-year field tests have been conducted within Conoco production operations during actual and/or mock completion/workover operations. At the same time, laboratory core flow studies were conducted to determine the brine clarity standard. When the lab data were combined with field filtration data, it became possible to answer some of the often posed questions about filtration length and clarity. This paper addresses these questions and provides some of the answers.
Experimental procedures and equipment setup
Filtration Test System
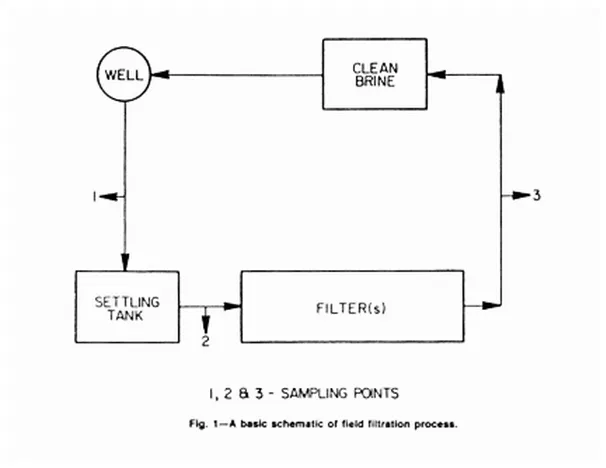
A basic filtration system layout is shown in Figure 1. As shown, it basically consists of a settling tank (which can be a delivery truck) to remove settleable solids, a filtration system (D.E. and/or cartridge), and a clear brine tank. The fluid is usually circulated through the well while filtering and fluid samples taken at points 1, 2, and 3 during each circulation for solids analysis. When the return sample from the well (Sampling Point 1) is as clean as the filtered fluid.(Sampling Point 2), then the filtration is terminated. In most cases, the filtration process was monitored using a Nephelometric Turbidity Unit.
Later the samples taken were analyzed gravi metrically in the laboratory for total suspended solids (TSS). The efficiency of a filtration process was calculated as follows:
% Removal = 100 (U-D)/U where
U = Solids concentration at the upstream of filter, mg/l
D = solids concentration at the downstream of filter, mg/l
During each test, pressure data was taken with differential pressure transducers. Turbidity measurements were monitored by an in-line turbidimeter and flow rate measurements were made with a top-loader balance. The top loader measured the flow rate by a timed weight change through a computer.
The brine permeability of the cores was calculated using Darcy’s Equation:
K = permeability in md
Q =flow rate in ml/sec
μ =- fluid viscosity in cP
L – core length in cm
A – cross-sectional area of core face in cm 2
∆P = differential pressure across core, atm
Results and discussion
Case Histories
Tables I and II summarize the filtration study results on the cartridge and D.E. filtration systems. The field tests were conducted through North American Production Divisions of Conoco from 1982 to 1985. Most of the results were obtained from the actual filtration of completion and workover fluids during drilling or workover operations.
As shown in the tables, the efficiency of both filtration systems varies from case to case. The efficiency of the cartridge filters (nominal and absolute) ranges from 0 to 96 percent removal, while the efficiency of the D.E. filters ranges from 60 to 99 percent removal.
In both systems, there were varying parameters which affected the overall removal efficiency. For example, brine weight, viscosity, inlet solids concentration, and flow system are just a few variables. Consequently, a wide range of results was observed.
Fluids, at that time, were being filtered with nominal cartridge filters or bag filters, if they were filtered at all. Quality of the filtration was being evaluated by centrifuge, or by reading a newspaper through a sample container.
In completion/workover fluids, the suspended solids which need to be removed vary. As Allen3 indicates, the contaminating solids may be weighting materials, clays, viscosity builders, fluid-loss control materials, perforating-charge debris, lost-circulation materials, drill solids, cement particles, rust and mill scale, pipe dope, undissolved salt, gravel-pack or frac-sand fines, precipitated scales, paraffin, or asphaltenes. Because these various contaminants are widely different in composition, size, and shape, filtration of completion and workover fluids is not a simple task. Other parameters affecting the filtration process, such as fluid density, and viscosity, are mentioned by Glaze and Echols11.
By the early 1980s,more emphasis was being placed on cleaner fluids, and new types of filters were being introduced to the petroleum industry. This led Conoco to perform a study of available and potentially available filtration techniques for completion and workover fluids.10
There are varying opinions on what is the best method of filtering brines. However, studies have shown that there are just two types of systems which are popular with the operators, cartridge filters and D.E. (diatomaceous earth) filters. The cartridge filters are used because of their convenience and improvements in filter size ratings12,13. On the other hand, others have shown that D.E. filters are better for filtering completion and workover fluids to the desired level. 14,15
In cartridge filtration, the particles are blocked as the fluid flows through the permeable material into the center tube. Most of the particles, however, are blocked at the outer surface of the cartridge. The smaller particles are usually trapped within the permeable material matrix, which can be cotton, paper, polyester fiber, poly-propylene, fiberglass, orlon, or rayon. Cartridge filters generally are rated by pore size, 1 µm, 2 µm, 5 µm, 10 µm, or 25 µm. The micron ratings of the cartridges are either nominal or absolute.
API Filtration monitoring procedure
The concerns about the cost of filtration and the perennial question of how to measure cleanliness have led the American Petroleum Institute (API) to develop a procedure for on-site monitoring of brine clarity.. One of the keys to a successful and economical filtration of workover/completion fluids is the ability to monitor the end point of a filtration process. The API procedure for deter-mining brine clarity can be found in “Recommended Practice for Testing Heavy Brines, RP13J.” It consists of developing a calibration curve in the laboratory, using the actual completion fluid brine, and actual wellbore solids. When turbidity measurements are made, the curve can relate NTU (Nephelometric Turbidity Unit) values to solids concentration. During the actual completion operation, the calibration curve is used with in-field turbidity measurements to indicate the contaminant levels in the filtered fluid returns, shown as sampling point 1 in Figure 1.
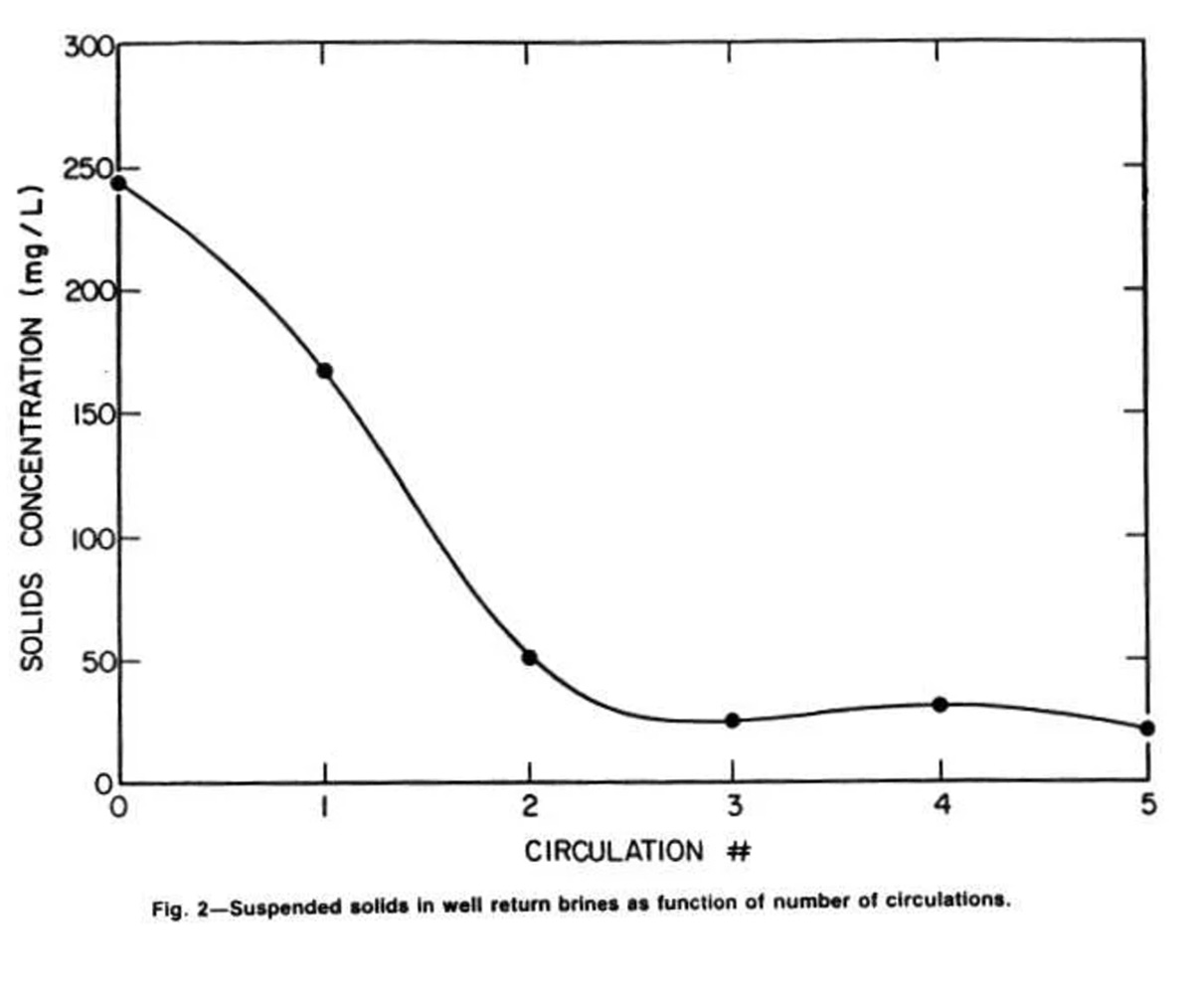
If the contaminant level is plotted versus number of circulations, as shown in Figure 2, the optimum level of filtration, from a cost-effectiveness viewpoint, can be determined. This was defined as the point when the solids level becomes fairly constant. In the example, Circulation No. 3 is the end point.
Core preparation and flow system
Core samples tested were 1-inch-diameter plugs drilled from actual wells. They were cleaned by solvent extraction and dried in a temperature-and humidity-controlled oven. The physical dimensions of the cores were recorded and air permeability and
porosity analyzed. The headers and a pressure tap were installed with epoxy, and after drying, the entire core was coated with epoxy. The epoxy-coated cores were individually loaded into a pressure vessel with an external core confining pressure of 750 psig.
A vacuum of 26 to 27 inches mercury was applied to each core, prior to saturation with 0.22-_ filtered synthetic, seawater. After saturation, flow was initiated with the filtered synthetic seawater until a stable baseline brine permeability was achieved. Once a baseline was established, the flow of particles at designated concentrations began. Hydrated API bentonite was employed as a contaminant, assuming a large percent of solids in the water-base drilling muds are bentonite clays.
The core flow system was assembled to conduct these core flow tests. Brine was drawn from the
8-liter brine reservoirs by LDC Milton Roy metering pumps. Seawater was pumped through the cores with the effluent passing through a turbidimeter cell and then to a reservoir on a top-loader balance.
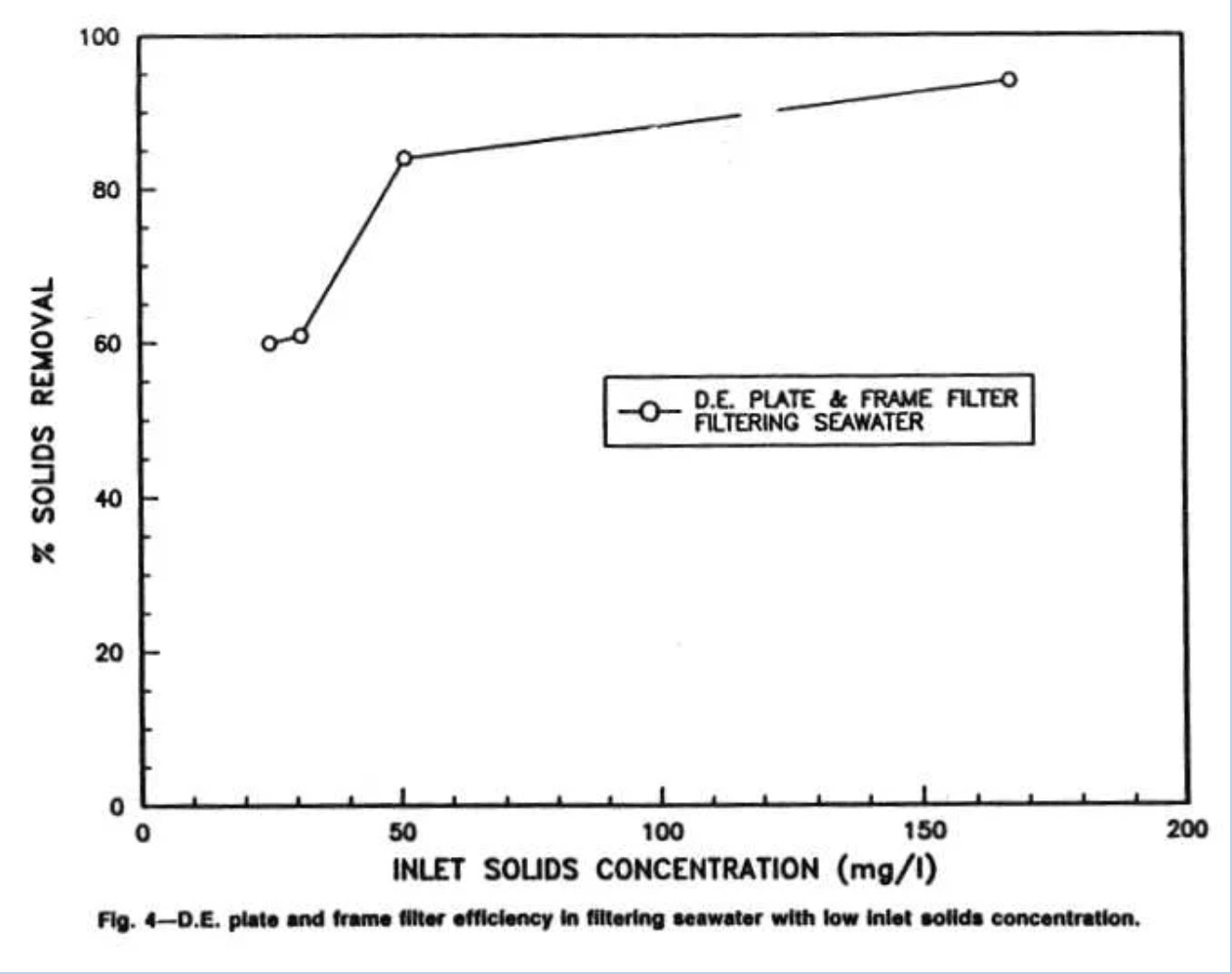
A pressure-regulated recycle line was used on the pumping loop. This enabled flow to be either constant pressure or constant rate. In the case of the nominally rated 2-_m to 5-_m pleated cartridge filter, filtering 2 percent KCl brine showed a distinct trend in efficiency as a function of inlet solids concentration. Figure 3 illustrates the correlation between the inlet solids concentration and percent
solids removal. As shown, the filtration efficiency decreases as the solids concentration decreases.
When the upstream solids are near 20 mg/L, the percent removal by the 2-um to 5-um cartridge filter approaches 0 percent. Therefore, for low inlet solids, pleated cartridge filters should be avoided. However, the 10-_m absolute cartridge filters performed consistently above 90 percent in two cases tested. Since the inlet solids concentrations were relatively high (390 to 1,066 mg/l), performance at the low solids end (< 50 mg/l) is not certain.
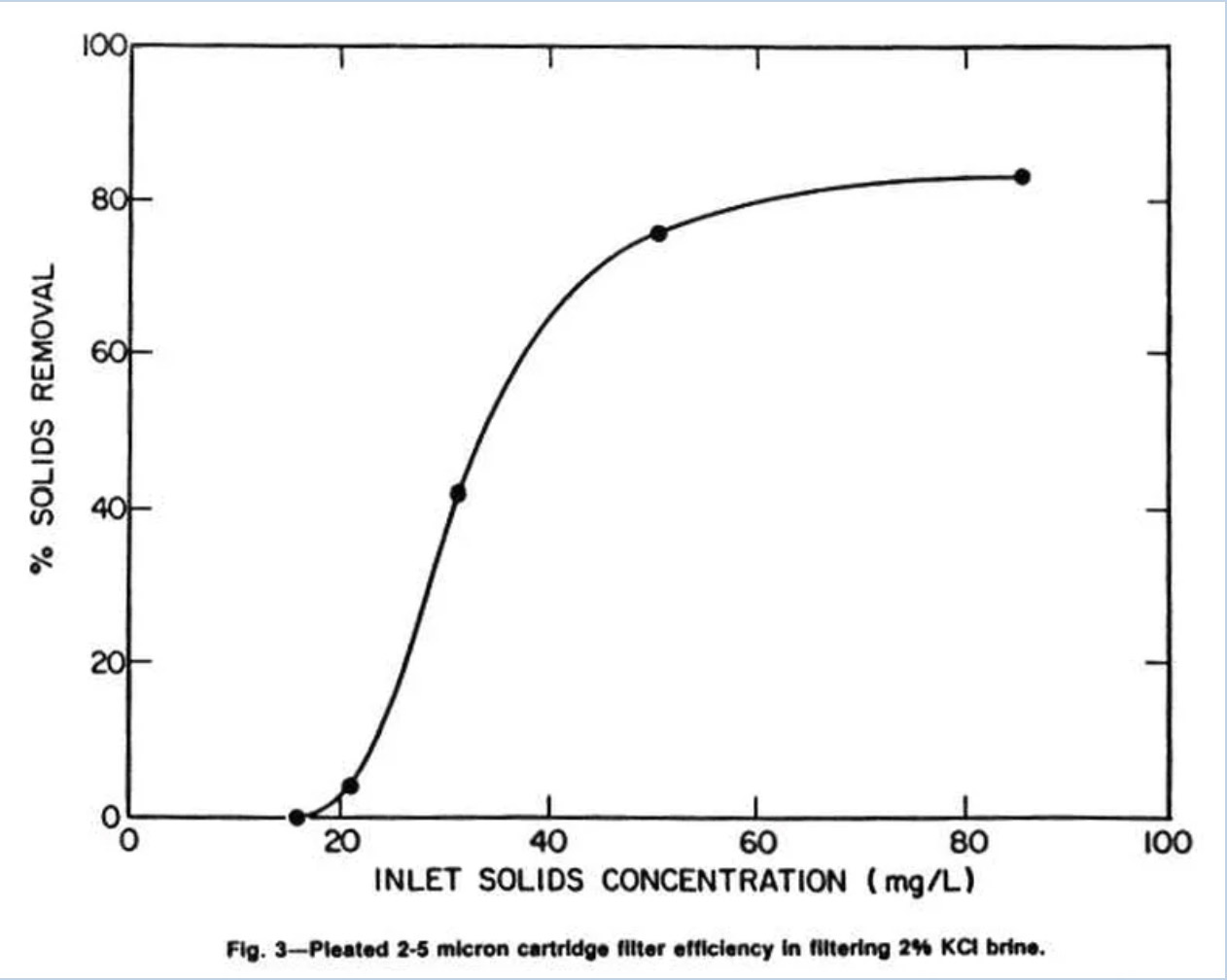
The performance of D.E. filters is found to be more consistent in a wide range of fluids with a wide range of solids concentrations. As shown in Table II, the efficiency of removal ranges from 60 to 99 percent for the inlet solids concentration of 25 to 52,600 mg/l. Figure 4 illustrates the removal efficiency of D.E. plate and frame filter as function of inlet solids concentration. As shown, even at a low solid concentration of 25 mg/t, the removal efficiency is 60 percent. When the solids in
lower-efficiency D.E. filter tests were examined with SEM (Scanning Electron Micros-copy), solids were often the filter media, i.e., diatoms. Consequently, an ideal D.E. filter system should have a cartridge filter as a guard filter to prevent media leakage to the formation.
“How clean is clean?”
Defining the clarity of the brine necessary for the minimum damage has been a difficult problem to addres’s’. General rules of thumb used by the oil industry in filtering completion and injection fluids, have been to remove all the particles greater than one-third the size of the smallest pore 16,17or remove 98 percent of the particles greater than 2 _m in size. However, the field experiences in filtering completion/workover fluids have shown that these “rules-of-thumb” standards are unrealistic in many field operating conditions. As a result, in Conoco production operations, generally, the limit was set at <50 mg/l of solids. The limit was based on field experiences in filtration and cost. Other companies have recommended as high as 500 mg/l15 as a standard for a clean brine. In a quest for defining the clarity level in more empirical bases, laboratory core flow studies have been conducted.
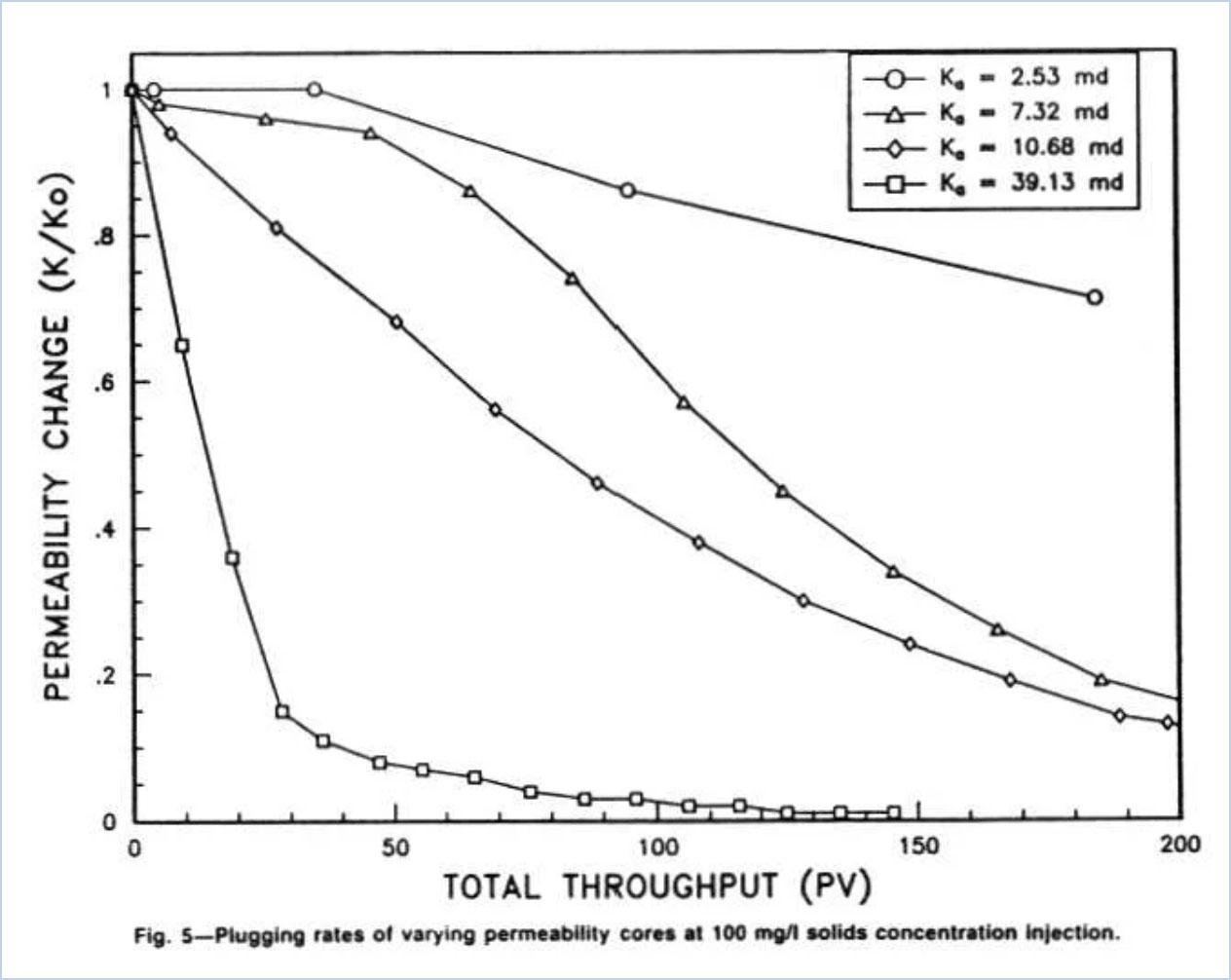
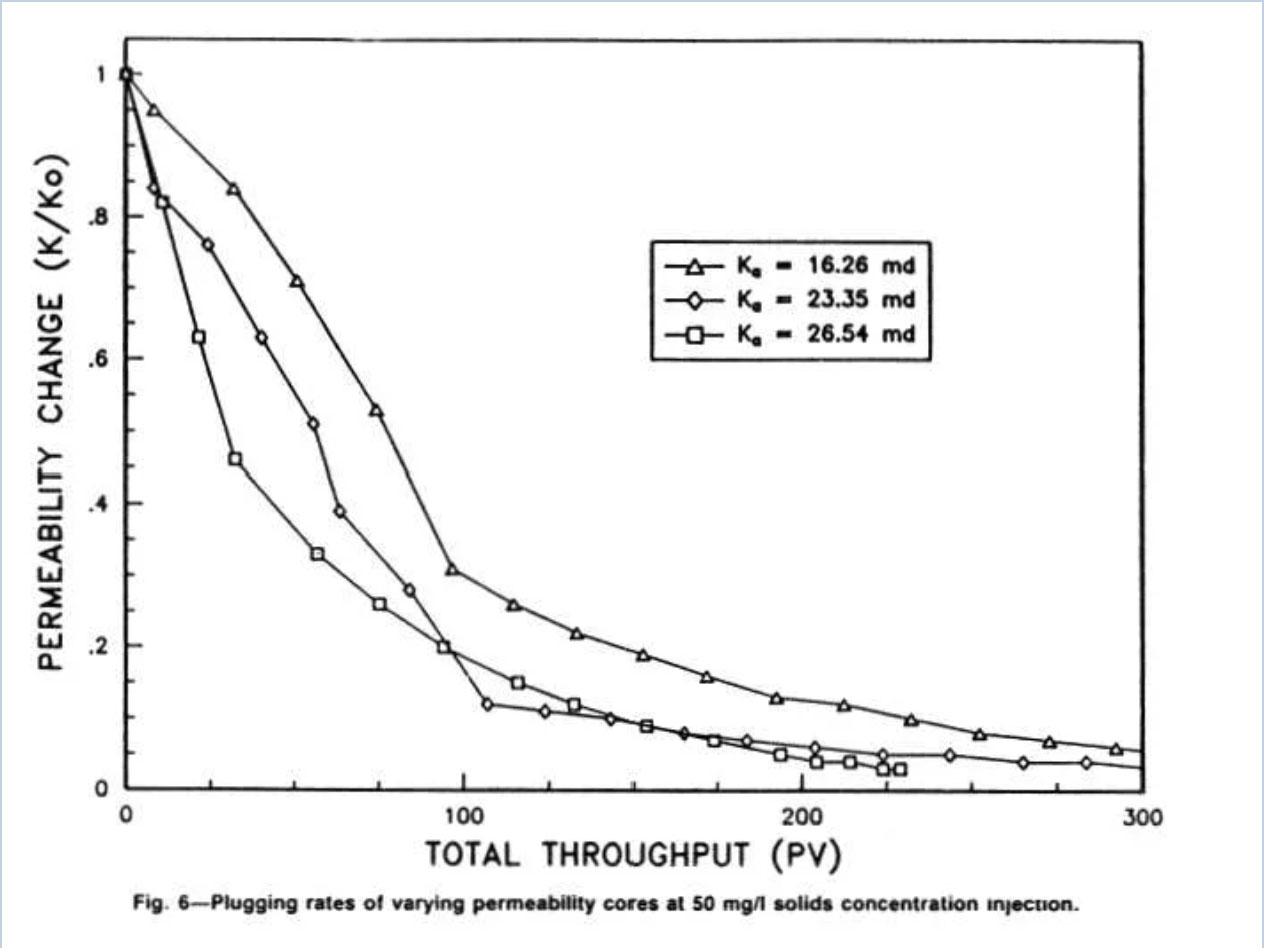
A laboratory core flow study was conducted to make a filtration recommendation for the Monterey formation in the Ventura Basin, California, completions and workover operations. As a result, the Monterey formation cores were employed. The permeability damage measured was found to be a function of the initial permeability of the core and the total solids in the injected brine. Seawater containing fully hydrated bentonite was injected as the contaminating fluid.
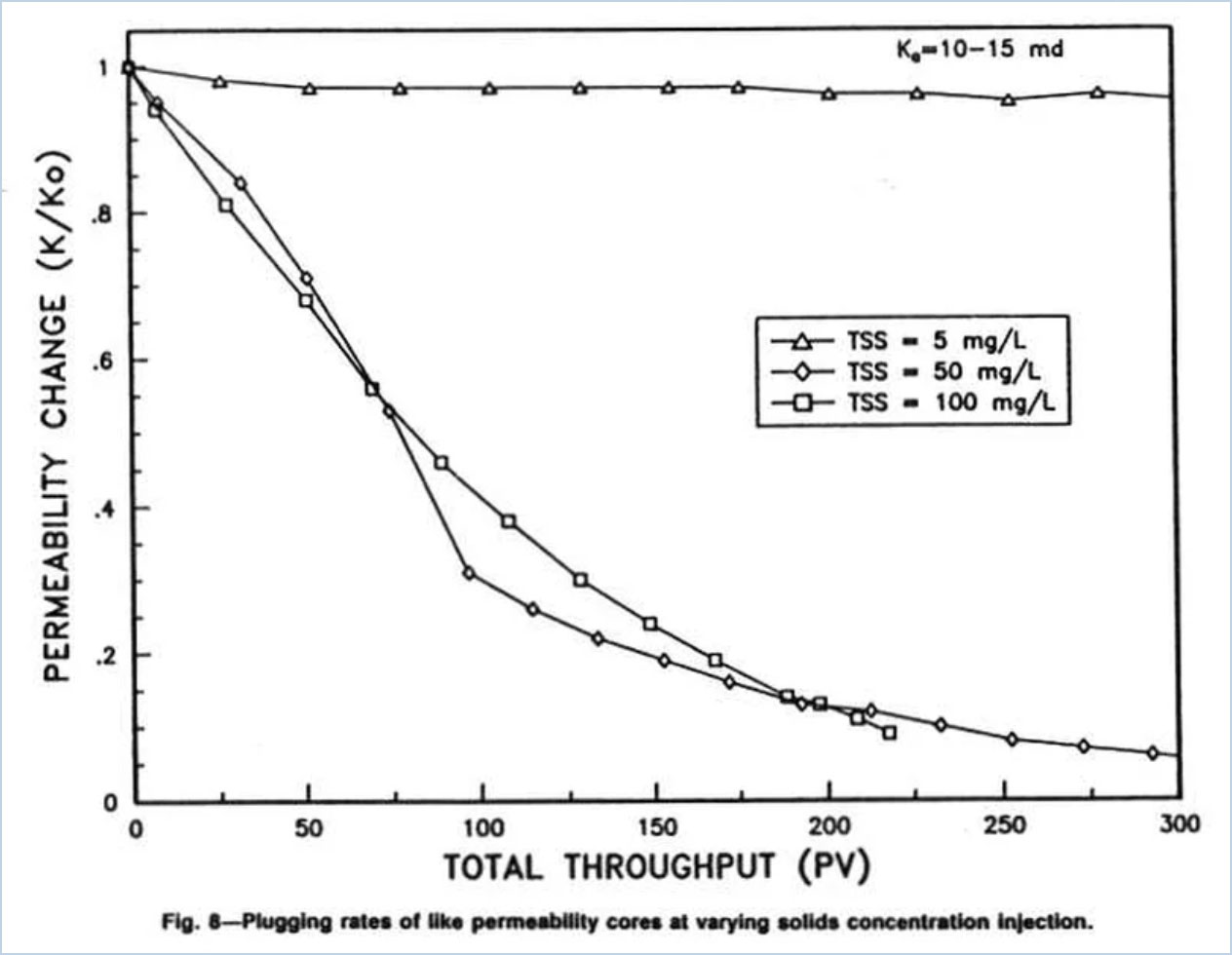
This indicates that there is a critical concentration level in minimizing impairment. Consequently, it is important to filter the completion/ workover fluids to below that critical concentration to reduce formation damage.
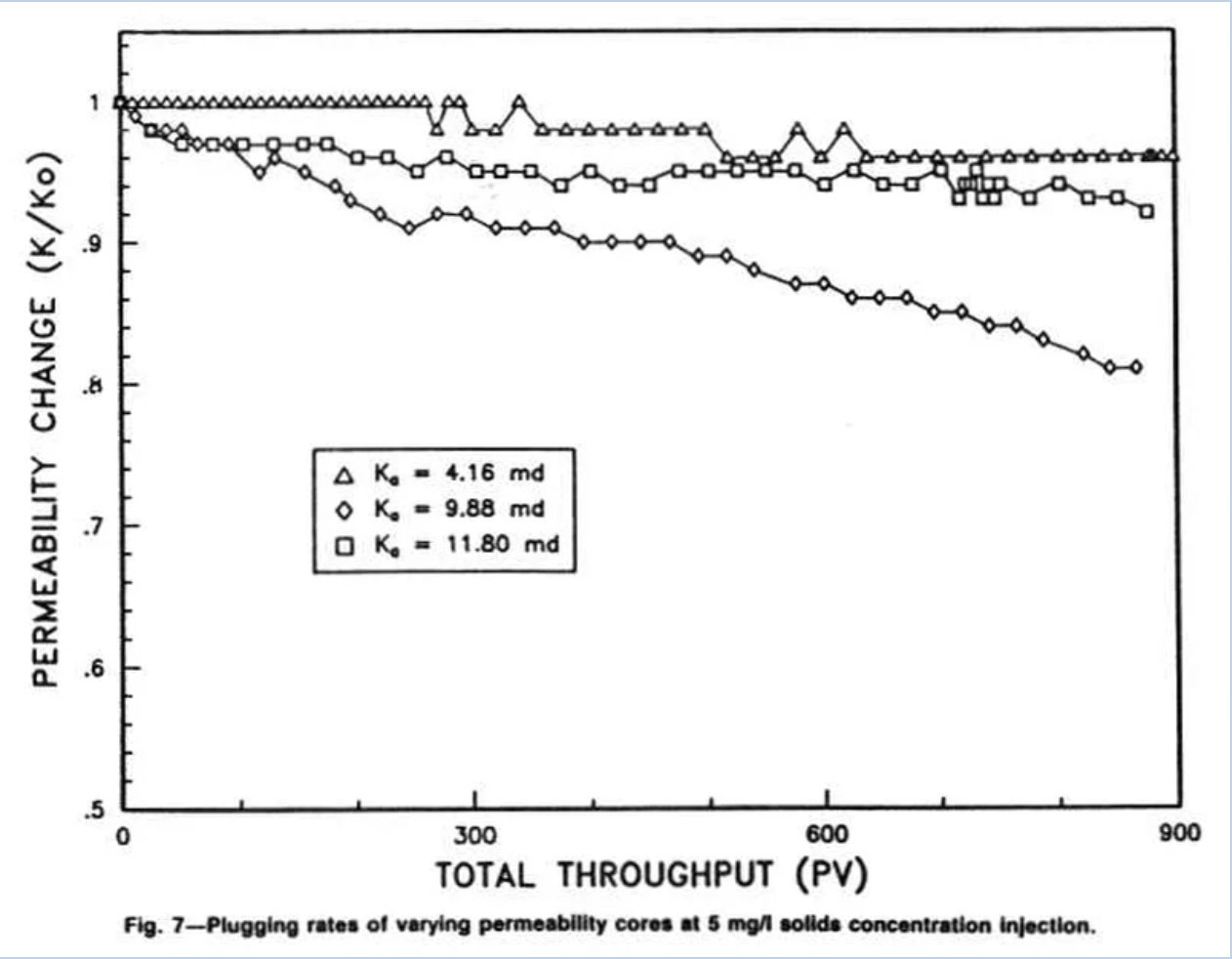
The laboratory test results shown here may not always be applicable in the real field situations. However, in filtering fluids, getting as close to 5 mg/l, as possible will minimize the damage. At the same time, the economic considerations should also be weighed concerning the removal of the last 1 mg/l of solids.
Economic considerations
Much has been said about the “high cost of filtration.” This is certainly true when considering daily rig cost as part of the filtration costs. Thus it is difficult to determine the proper level of filtration to ensure maximum or near maximum productivity at the least “realistic costs.”
There are those who recommend filtration to the 0.5-micron level, but this is highly impractical under field conditions. It is also difficult to monitor whether the goal is achieved or not for on-site evaluations. Consequently, the most economical and practical end point of filtration should be when the well return solids concentration approaches the filtered fluids, or to the 5 mg/l of solids, whichever comes first. At the same time, more economical and efficient filtration systems should be used. As Nall states, the D.E. filtration cost is 20 cents/ bbl (1982), while the cartridge filtration cost is $5 to $10/bbl (1982) for nominal and $15 to $50/bbl (1982) for the absolute rating.
Conclusions
- The literature survey revealed that most producers believe the use of clean completion fluids improves productivity.
- At low inlet solids concentrations (< 100 mg/l), nominal cartridge filters are not efficient.
- D.E. (Diatomaceous Earth) filters are more consistent than cartridge filters in removing a wide range of solids concentrations.
- High-permeability formations are easier to plug than low-permeability zones.
- Damage is proportional to solids concentrations until a critical limit is reached.
- Fluids with 5 mg/l of solids or less do not damage cores with 1- to 50-md air permeability in a limited pore volume injection.
Acknowledgements
The authors would like to thank the Conoco management for allowing us to publish this paper. Also, they would like to thank all those Conoco production personnel who helped in testing the filters.
References
1. Frasch, Herman, “Increasing the Flow of Oil Wells,” U.S. Patent No. 556,669, March 17, 1896.
2. Rike, Jim, “How to Choose Workover, Completion Fluids,” Oil & Gas Journal, V. 73, September 29, 1975,
pp. 83-90.
3. Allen, Thomas 0., and Roberts, Alan P., Production Operations, V. 2, Oil and Gas Consultants International,
Inc., Tulsa, 1978.
4. Shaw, R., Ramond, and Rugg, Fred E., “Clean Fluids Lead to Better Completions,” First SPE Symposium
on Formation Damage Control, New Orleans, Louisiana, February 7-8, 1974. SPE Paper 4778.
5. Wendorff, C. L., “New Solids-Free, High Density Brines Solve Many Workover and Completion Problems,”
First SPE Symposium on Formation Damage Control, New Orleans,. Louisiana, February 7-8, 1974, SPE Paper
4788
6. Sparlin, Derry, and Guidry, J. P., “Study of Filters Used for Filtering Workover Fluids,” Third SPE
Symposium on Formation Damage Control, Lafayette, Louisiana, February 15-16, 1978. SPE Paper 7005.
7. Paul, James R., and Plonka, James H., “Solids Free Completion Fluids Maintain Formation Permeability,”
SPE Technical Conference, Las Vegas, Nevada, September 30 to October 3, 1973. SPE Paper 4655.
8. Pasztor, A. J., and Snover, A. J., “How to Treat Contamination from Heavy Clear Brines,” Oil & Gas
Journal, July 18, 1983.
9. McLeod, H., and Crawford, R., “Gravel Packing for High Rate Completions,” 57th
Fall Technical Conference of SPE, New Orleans, Louisiana, September 26-29,
1982. SPE Paper. 11008
10. Nall, Arthur E., “How to Filter Workover and Completion Fluids,” Petroleum Engineer,
International, July 1982.
11. Glaze, Howard, and Echols, John B., “Filtering Oil Field Brines is Not that Simple,” World Oil,
October 1984.
12. Hashemi, R., et al., “Proper Filtration Minimizes Formation Damage,” Oil & Gas Journal, August
13, 1984.
13. Sharp, Keith, “Filtration of Oil Field Brines – A conceptual Overview,” SPE Formation Damage
Control Symposium, Lafayette, Louisiana, March 24-25, 1982. SPE Paper 10657.
14. Barron, William Cook, “New Concept – High Density Brine Filtration Utilizing a Diatomaceous
Earth
Filtration System,” SPE Formation Damage Control Symposium, Lafayette, Louisiana, March 24-25,
1982. SPE Paper 10648.
15. Wilson, John W., “How Clean is Clean?”, Petroleum Engineer, International, August 1982.
16. Kinberger, James M. III, “Analysis of the Filtration of Completion Fluid,” Exxon Company, USA,
Southeastern Division, August 1979.
17. Harris, Curt, and Odom, Chris, “Effective Filtration in Completion and other Wellbore Operations
Can be a Good Investment,” Oil & Gas Journal, September 20, 1982.
18. Hashemi, Reza, and Caothien, Scott, “Benefits of Solids Filtration Evaluated,” Oil & Gas Journal,
January 27, 1986.
19. Bacchetti, Jerome, “Cartridge Filter Se-lection: Navigating the Maze of Product Data,” Chemical
Processing, January 1983.
20. Jefferis, R. G., “New Developments in the Filtering of Solids-Free Completion Brines,” API
Pacific Coast Joint Chapter Meeting, October 12-14, 1982, Ventura, California.
21. Krull, Chuck, “Effective Filtration – Effective Clear Fluids,” Drilling – DCW, May 1981



